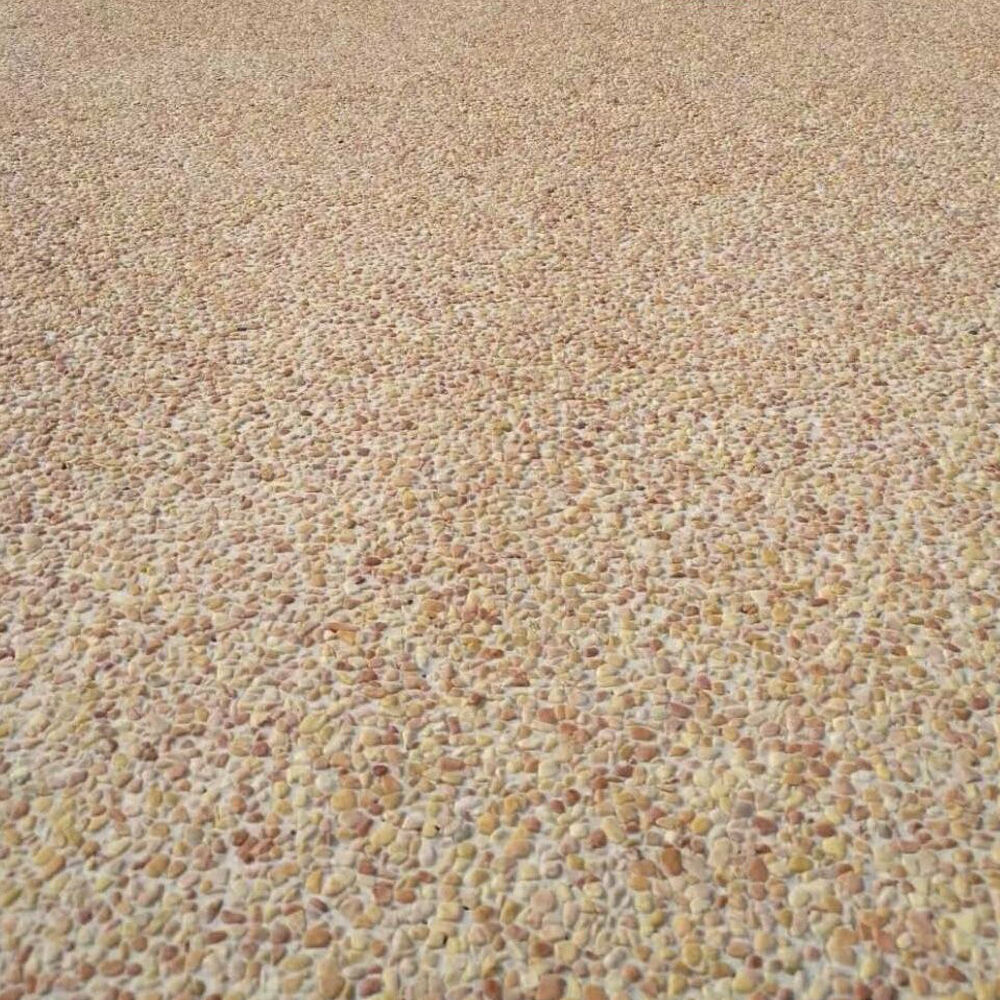
Exceptional Durability and Cost-Effective Performance
Industrial permeable concrete delivers outstanding long-term value through exceptional durability characteristics that maintain both structural integrity and hydraulic performance under demanding industrial conditions. This specialized concrete withstands heavy vehicular traffic, including fully loaded trucks, forklifts, and industrial equipment, while preserving its porous structure and water management capabilities throughout extended service life. The material's engineered composition incorporates high-strength cement systems and carefully selected aggregates that provide compressive strengths suitable for industrial loading requirements while maintaining the void structure essential for permeability. Advanced mix designs ensure optimal balance between strength and porosity, creating concrete that performs reliably under thermal cycling, freeze-thaw conditions, and chemical exposure common in industrial environments. Cost-effectiveness emerges through multiple factors, beginning with reduced initial construction costs due to eliminated separate drainage infrastructure requirements. Traditional drainage systems involving pipes, catch basins, and storm sewers require significant excavation, materials, and labor, while industrial permeable concrete installation involves straightforward placement techniques that reduce project timelines and associated costs. Maintenance advantages compound long-term savings as the concrete's self-draining properties prevent common deterioration mechanisms that affect conventional pavements, including freeze-thaw damage, surface scaling, and joint deterioration caused by standing water. The material's resistance to oil stains, chemical spills, and industrial contaminants reduces cleaning costs and extends surface life compared to traditional concrete surfaces. Quality installations demonstrate service lives exceeding 30 years with minimal maintenance requirements beyond periodic surface cleaning and occasional joint sealing. Performance testing confirms that properly installed industrial permeable concrete maintains structural capacity and permeability characteristics throughout its design life, ensuring consistent return on investment. The concrete's ability to accommodate thermal expansion and contraction without compromising performance reduces repair costs associated with cracking and joint failures common in conventional pavements. Energy cost savings result from the material's thermal properties and reduced heat island effects, lowering cooling costs for adjacent facilities. Insurance benefits may include reduced premiums due to decreased flood risk and improved safety conditions, further enhancing the economic advantages. This comprehensive durability and cost-effectiveness profile makes industrial permeable concrete an intelligent long-term investment that delivers measurable financial returns while providing superior performance throughout its service life.